
")
{kind=link}

Печать прозрачными материалами – одно из больших преимуществ фотополимерной 3д-печати. Но у работы с прозрачными материалами есть свои ограничения, а именно сама прозрачность фотополимера приводит к появлению паразитной засветки вдоль оси Z. Есть несколько факторов, которые усиливают данный эффект, среди них следующие
- Неравномерная интенсивность света по площади построения на принтере.
- Маленькая толщина слоя
- Плохая циркуляция материала в процессе печати
- Большая толщина детали над зазором
Существует несколько способов борьбы с данными факторами.
Неравномерная засветка принтера.
У масочных фотополимерных принтеров есть недостаток, заключающийся в том, что по площади построения свет распределяется неравномерно. Чаще всего это связанно с источником ультрафиолета и системой проекции принтера. Например, при печати на LCD принтерах, оборудованных одним УФ-светодиодом, неравномерность может достигать 50%. Существенно лучше себя показывает система с массивом диодов, называемая ParaLED, но она не идеальна, так как каждый из диодов может отличаться, в итоге разброс может достигать 20%. Современные системы с засветкой через зеркало обеспечивают разброс в пределах 10%.
Наилучшим решением являются принтеры, на которых используется маска (фактически изображение, на котором отражена неравномерность). Суть данной маски в том, что система проецирования приглушает области с высокой интенсивностью, таким образом выравнивая засветку по минимальной точке.
Отсутствие такой системы приводит к тому, что в некоторых местах фотополимер получает больше ультрафиолета, чем требуется. Так как в смоле нет физических блокираторов, как черного или белого пигмента, часть ультрафиолета проникает на большую глубину, засвечивая материал в зазорах и отверстиях.
Маленькая толщина слоя
В составе фотополимеров есть УФ-блокираторы, которые не пропускают ультрафиолет на большую глубину. Чем меньше толщина слоя, тем больше ультрафиолета будет проходить сквозь слой. При печати слоем 10 микрон паразитная засветка по оси Z будет больше, нежели при печати слоем в 100 микрон.
Плохая циркуляция материала в процессе печати
В процессе печати материал может задерживаться в зазорах, отверстиях и небольших фрагментах деталей. Приводит это к тому, что данный материал постепенно полимеризуется под воздействием ультрафиолета, проходящего через последующие слои.

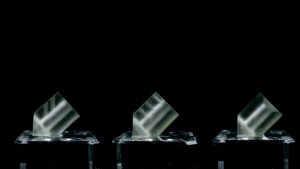
Тесты слева с глухим отверстием, тест справа со сквозным отверстием. На тесте со сквозным отверстием циркуляция материала лучше, паразитная засветка меньше.
Система дренажных каналов для печати отверстий под углом к платформе принтера
Большая толщина детали над зазором
В случае если необходимо распечатать отверстие под углом к платформе, требуется учитывать объем материала, который будет засвечиваться над ним. Чем больше будет объем материала, тем больше света получит фотополимер, находящийся в зазоре. Усугубляет эту ситуацию плохая циркуляция смолы.
Также одним из решений является использования компенсаций. В таком случае програмно убирается часть вокселей в той области, где возможна празитная засветка. Таким образом можно получить приблизительно ту геометрию, которая требуется. При этом компенсация не учитывает циркуляцию смолы, а значит работает не всегда корректно.

Тест с разной величиной стенки над зазором, вид сверху. По мере увеличения тощины над зазором увеличивается и паразитная засветка. Над левым зазором толщина стенки 0,6 мм, шаг увеличения 0,2 мм.
Автор статьи: Павел Алексеевич Курдюмов