






Заказать звонок
Проверенные, надежные и эффективные решения
Решения для увеличения скорости производства
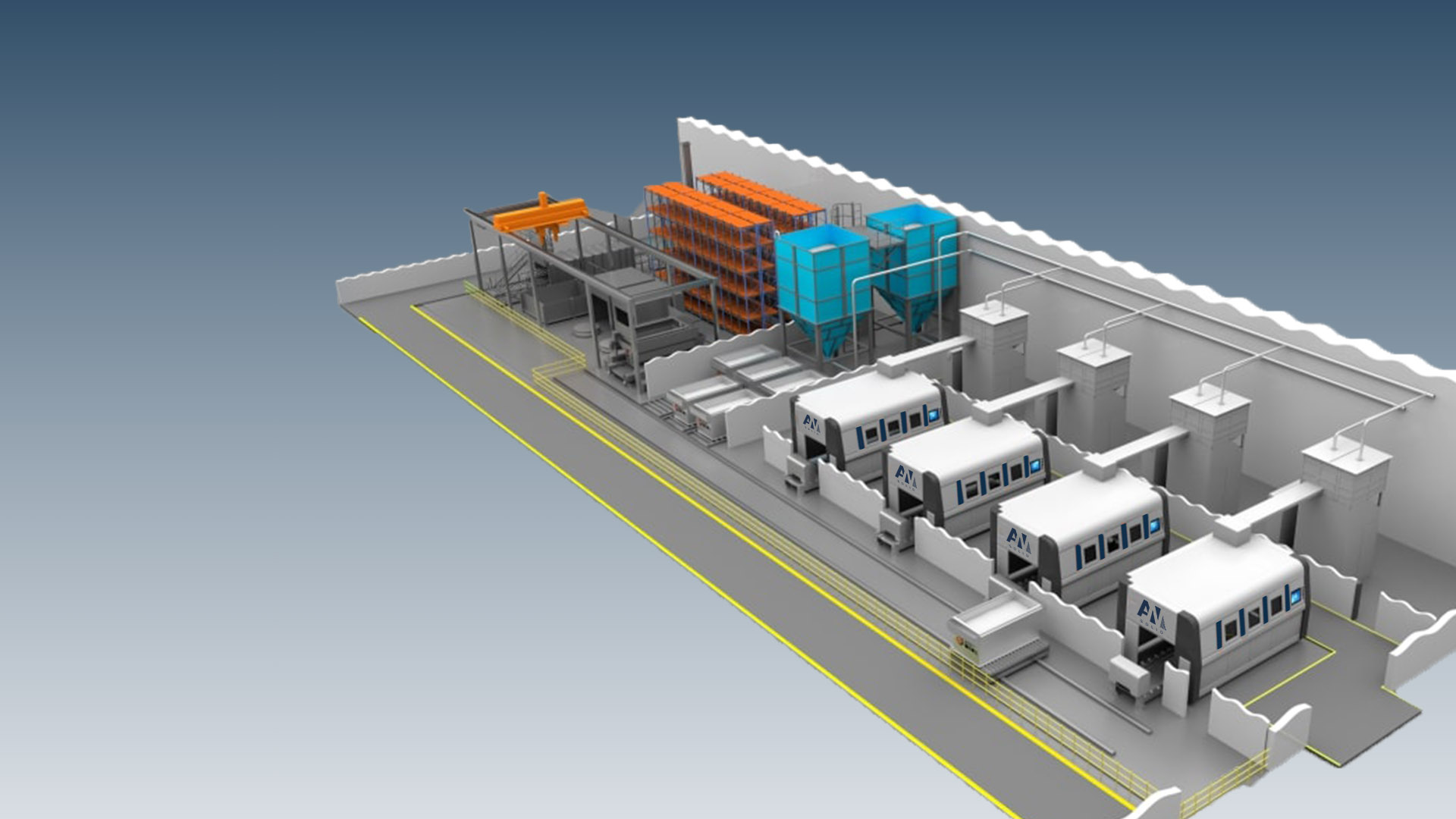
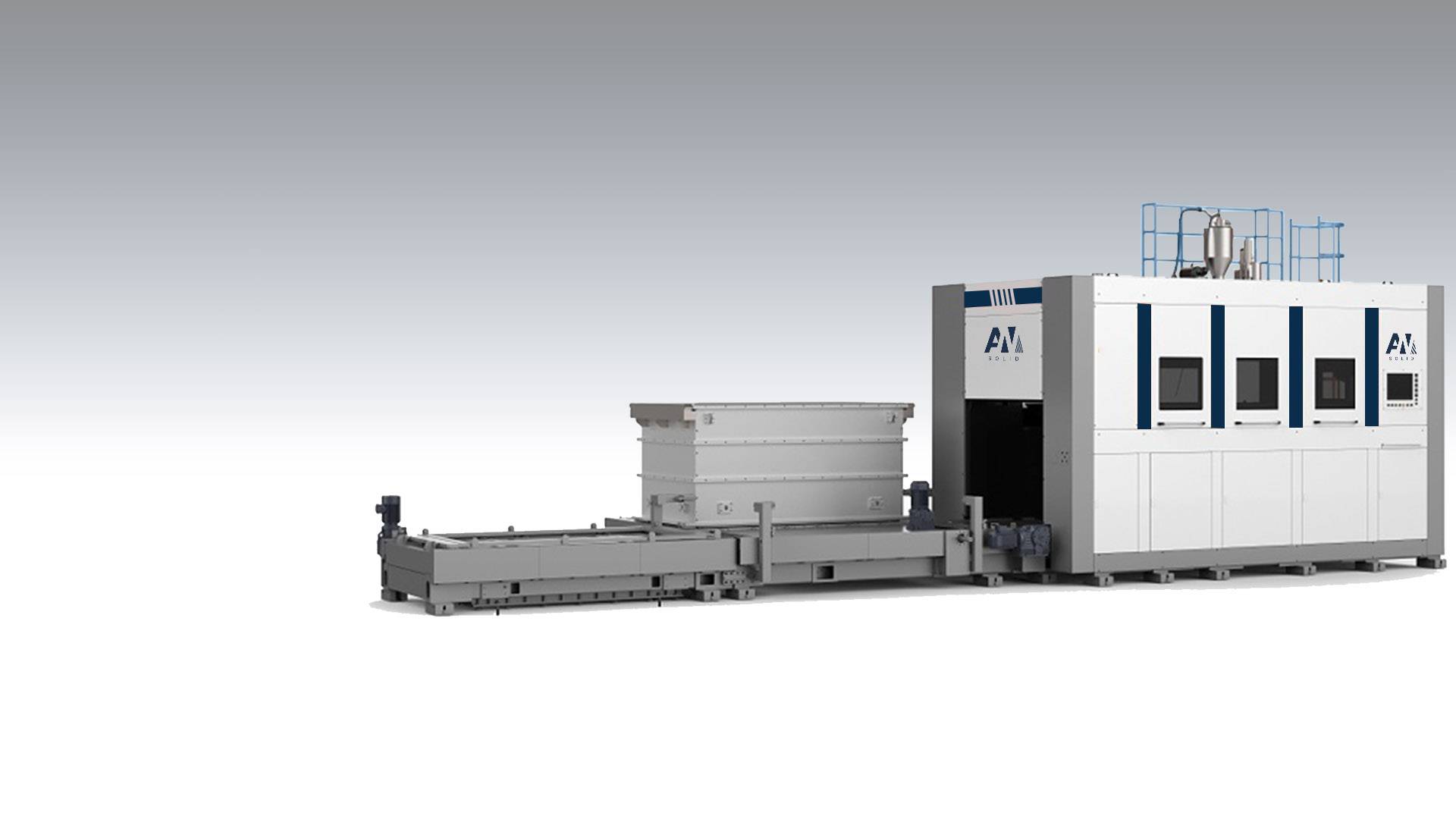
Полностью автоматические промышленные решения для серийного производства